
【お!いしい けんぶんろく】 Vol.38
麺究者への道/日本酒について研究してみる
今回のブログでは、日本の食文化において「発酵」「熟成」には欠かせない、日本酒について調べてみました。
お酒はたしなむ程度にしか飲めませんが、お酒の場の雰囲気は好きで、お声がけいただければ参加します(笑)。
量を飲めるわけではありませんので、質にこだわりたいところですが、日本酒の種類や違いについてはほとんど分かっていません。
そんな私が日本酒のことについて記してみます。
色々調べていて驚きだったのは、日本での歴史的な背景での扱いや拡がり方などは、素麺も日本酒も同じようなプロセスを経てきたんだなと言う点でした。
少し違うのは、お酒は「税金」の対象であり、国(税務署)が厳しく監督するもので、素麺はそこまではないという所でしょうか。
それにしても酒蔵さんの数の多いこと!
さすがに小豆島の酒蔵さんは1つだけで、製麺所の方が多いですが、日本全国には1,000以上の酒蔵さんがあり、それだけ多くの方に必要とされてきたんだと分かります。
酒蔵さんの中には、とても参考にさせていただきたいビジネスモデルのお会社様があったり、季節に合わせた楽しみ方や呼び名があるのはステキだなと思いました。
日本酒と素麺の接点などもあったりして、素麺でももっともっとできることがありそうで、ブログを書いている時間は興味の尽きないひとときでした。
というわけで、かなり片寄った情報になる(?)かも知れませんがお付き合いの程、よろしくお願いいたします。

【目次】
① 進化を続ける日本酒、その起源は稲作とともに始まった
② 日本酒の定義・清酒との違いとは?
③ 原料、精米歩合、製法、香味などから分類される日本酒の種類
④ 地酒の定義と、産地ごとの特徴
⑤ 日本酒の製法、その特徴は「並行複発酵」
⑥ 風味や香りの決め手!酵母の種類
⑦ 伝統製法を守りつつ数値管理で生産を拡大した「獺祭」
⑧ 《石井製麺所の取り組み》OEM手延べ麺 編
① 進化を続ける日本酒、その起源は稲作とともに始まった
日本酒の起源は今から2000年以上も前の弥生時代、稲作伝来とともに始まったと考えられています。
古代の酒は、もろみを濾さない「どぶろく」のようなものだったそうです。
生米を口に含んで噛み、唾液中の酵素を利用して米のデンプンを糖に分解し、それを容器に吐き出して空気中の自然酵母で発酵させるというもので、「口噛み酒」と呼ばれました。
口噛み酒づくりは神社の巫女が行い、神様に捧げられていたそうです。
西暦250年頃の書物「魏志倭人伝」には、倭国の酒の記載があるとのことです。
奈良時代には米こうじを用いて米を糖化させ発酵させる方法が生まれ、これが現在の酒づくりのルーツとされています。
西暦400年頃の「播磨国風土記(はりまのくにふどき)」で、初めて「清酒(すみさけ)」の記述が登場しています。
神事や一部の上流階級への贈答品などには透き通ったお酒が使用されていたと考えられています。
日本最古の歌集「万葉集」 には「酒屋(さかや)」という言葉が使われている和歌があるそうです。
平安時代には、宮中に「造酒司(みきのつかさ)」という役所が設けられ、朝廷の行事のためにお酒がつくられていました。
鎌倉時代には、寺院で僧侶たちがつくる「僧坊酒(そうぼうしゅ)」と呼ばれる清酒が評価を集めました。
神事など特別な行事の時にだけふるまわれていたお酒が、徐々に庶民にも広まるようになりました。
室町時代に奈良県の菩提山正暦寺で確立された「菩提酛(ぼだいもと)」は、日本最古の酒母づくりの手法と言われ、この地が酒づくり発祥の地とされる所以となっています。
その特徴は、乳酸発酵によりできる「そやし水」と呼ばれる酸性水を使って酒母を育成するというものです。
雑菌がいなくなり酵母菌が活躍しやすい環境をつくることで、温暖な気候のもとでの酒づくりを可能にしたとのことです。
また室町時代には、商売としてお酒がつくられはじめ、京都の市中には小規模な「造り酒屋」が数百軒もできたそうです。
この頃には1年に5回酒づくりを行っており、量産化が可能になったとのことです。
江戸時代になると、「火入れ」による加熱殺菌方法や、安全に醪(もろみ)を発酵させる方法である「段仕込み」が一般化しました。
江戸時代中期頃までには、現在とほぼ同じつくり方が確立したとのことです。
一年中安定した品質が保てるようになると、酒づくりに最適な冬の時期に集中して酒をつくる「寒づくり」が始まって、農民が農閑期の出稼ぎで酒をつくる、「杜氏(とうじ)」「蔵人(くらびと)」が誕生しました。
杜氏は1つの酒蔵につき1人しかいない最高責任者で、蔵人は杜氏のもとで酒づくりを担う職人のことです。
伊丹や灘の酒が江戸で「下り酒」として評判を集め、日本酒の最大の生産地になったのも江戸時代のことです。
明治時代には、酒税の強化を図るため自家醸造酒の製造と自家消費が禁止され、「どぶろく」が衰退しました。
酒造技術の向上を目指し「国立醸造試験場」(現在の「独立行政法人酒類綜合研究所」)が設立され、「山廃酛(やまはいもと)」や「速醸酛(そくじょうもと)」の技術が開発されたそうです。
明治時代にはビールやワインなどが輸入されるようになり、それらと区別するため、「日本酒」という表現が使われるようになりました。
それ以前には「清酒」(澄み酒)や、単に「酒」と呼ばれていたとのことです。
それまで日本酒は一般的に木樽に詰められて輸送・販売されていましたが、1878年には瓶詰めの日本酒が登場し、1901年には一升瓶での販売も開始されたそうです。
一方、量り売りは第二次世界大戦後まで続きました。
大正時代になると、日本酒の仕込みや貯蔵にホーロー(琺瑯)タンクが使用されるようになりました。
ガラスの物質を金属の表側に焼き付けてつくるホーローは、これまで主に使用されてきた木桶(きおけ)に比べて「洗浄や殺菌の手間がかからない」「火入れ後の酒を冷却しやすく酒の過熱を防げる」などのメリットがありました。
ホーロータンクにより酒づくりが効率化されたと考えられます。
昭和時代、戦争などの影響で酒づくりは一時期低迷しましたが、戦後から高度経済成長を経て、日本酒の消費量は増加し、酒づくりにおける機械化も進みました。
1975年、酒造組合中央会により、
当時、
1990年、「清酒の製法品質表示基準」が適用され、「純米酒」「
この時期、生酒やにごり酒、スパークリング清酒なども増え始め、日本酒がさらに多様化するきっかけのひとつになったと考えられます。
近年、日本酒は海外からの人気が高まっており、2021年には輸出金額が1000億円を超えたそうです。
「SAKE」という呼び名で、日本を代表するお酒として広く知られるようになってきました。

<参考サイト>
・日本酒を知る
https://nihonshu-tourism.com/about-nihonshu
・日本酒を知る 日本酒の歴史
https://japansake.or.jp/sake/about-sake/history-of-sake/
・日本酒の起源はいつ?日本酒文化の歴史と変遷を紐解いてみよう
https://www.sawanotsuru.co.jp/site/nihonshu-columm/knowledge/history-of-nihonshu/#SAKE
・日本酒(SAKE)の歴史~起源や日本文化との関わりを紹介
https://www.wa-mare.com/column/115/
・清酒の表示について
https://www.jstage.jst.go.jp/
・原点回帰の「新」製法? – 菩提酛(ぼだいもと)、水酛(みずもと)を学ぶ
https://sakestreet.com/ja/media/what-are-bodaimoto-and-mizumoto
② 日本酒の定義・清酒との違いとは?
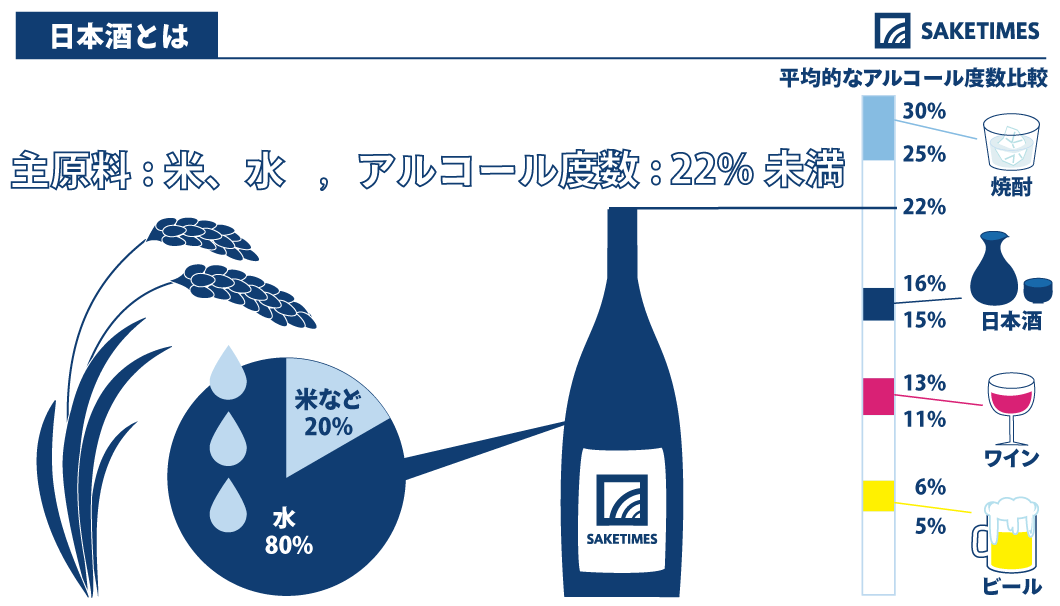
「日本酒(清酒)」だけでなく、焼酎やビール、ワインなど酒税法においては、アルコール度数1%以上の飲料が「酒類」と定義されています。
さらに製法によって大きく「発泡性酒」「醸造酒」「蒸留酒」「混成酒」の4種類に分けられ、清酒は「醸造酒」に分類されています。
酒税法における「清酒」の定義は、「米、米麹及び水を原料として発酵させて濾したもの(アルコール度数22度未満)」、あるいは「米、米麹、水及び清酒かすその他政令が定める物品を原料として発酵させて濾したもの(アルコール度数22度未満)」とされています。
清酒の製造過程において、「米、米麹及び水を原料として発酵させたもの」を「醪(もろみ)」と呼び、それを濾して清酒と酒粕に分けることで清酒がつくられます。
もろみを濾さないものは清酒ではなく「どぶろく」となります。
「日本酒」は、清酒の中でも、原料の米や米こうじに国内産米のみを使用し、日本国内で醸造したもののみを指します。
海外産の米を使用した清酒や、日本以外で製造された清酒は「日本酒」と表示することはできません。
2015年、「GI(Geographical Indication)」において、「日本酒」の呼称が国レベルの地理的表示として指定を受けました。
その背景に、日本酒は日本の明確な四季と結びつき発展してきた特別な飲料で、国民生活・文化に伝統的に深く根付いてきたことから、日本が長年育んできた日本酒の価値を保全していくため、という狙いがあるとのことです。
「日本酒」という呼称は、「清酒」の中の一部を表すブランドと言えます。
@SAKETIMES(https://jp.sake-times.com/)より引用
<参考サイト>
・日本酒と清酒の違いは?清酒の歴史や種類も解説
https://magazine.asahi-shuzo.co.jp/know/299
・日本酒とは?清酒・日本酒の定義や種類・分類について解説
https://sakazuky.com/contents/commentary/nihonsyu/
③ 原料、精米歩合、製法、香味などから分類される日本酒の種類
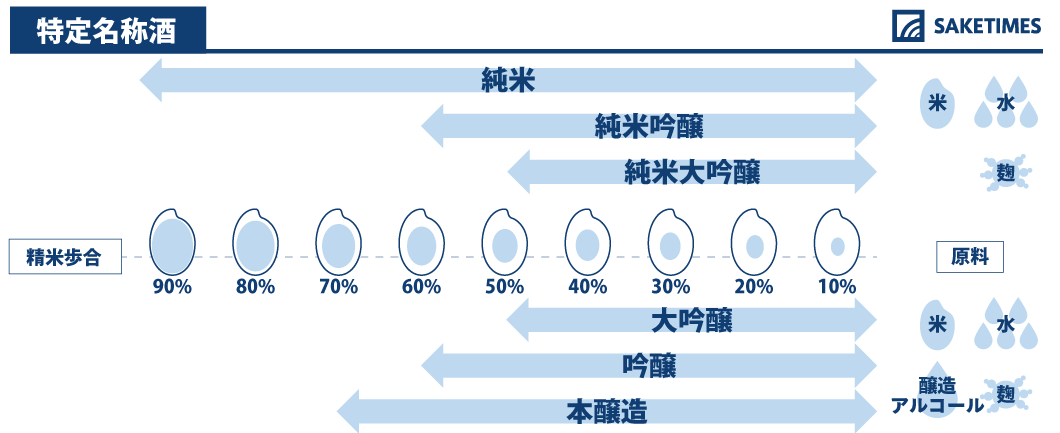
清酒の中でも、原料や精米歩合など所定の要件を満たすものは「特定名称酒」と呼ばれ、大きく「吟醸酒」「純米酒」「本醸造酒」の3つに分けられます。
精米歩合とは玄米を磨いた度合いを示すもので、残った米の比重の割合です。
米の表面近くに多く含まれるタンパク質や脂質は雑味となるので、米を磨けば磨くほど少量となり、その分高価になります。
特定名称酒に該当しない清酒は「普通酒」または「一般酒」などと呼ばれます。
特定名称酒は、さらに原料や製造方法の違いにより8種類に分類されます。
【吟醸酒】
低温でゆっくりと発酵させる「吟醸造り」が特徴。
その中でも、精米歩合60%以下のものは「吟醸酒」、さらに50%以下のものは「大吟醸酒」の2つに分類されます。
華やかでフルーティーな味わいが特徴で、その香りは「吟醸香」とも称されます。
【純米酒】
米・米こうじ・水のみを原料とし、製造過程で醸造アルコールを添加しない清酒。
米本来の旨味や甘味、まろやかなコクを強く感じられるのが特徴です。
精米歩合の要件がない「純米酒」と、精米歩合60%以下または特別な製造方法を要件とする「特別純米酒」に分類されます。
また、吟醸造りで製造された純米酒は「純米吟醸酒」「純米大吟醸酒」と呼ぶことができます。
【本醸造酒】
醸造アルコールが含まれている清酒。
精米歩合70%以下の「本醸造酒」と、60%以下の「特別本醸造酒」の2つに分類されます。
キリッと引き締まった味わいで、酸味や苦味が少ないのが特徴。
醸造アルコールとは、主にサトウキビを発酵させた純度の高いアルコールのことで、もろみに適量添加すると、より香り高くすっきりとした味わいになるそうです。
@SAKETIMES(https://jp.sake-times.com/)より引用
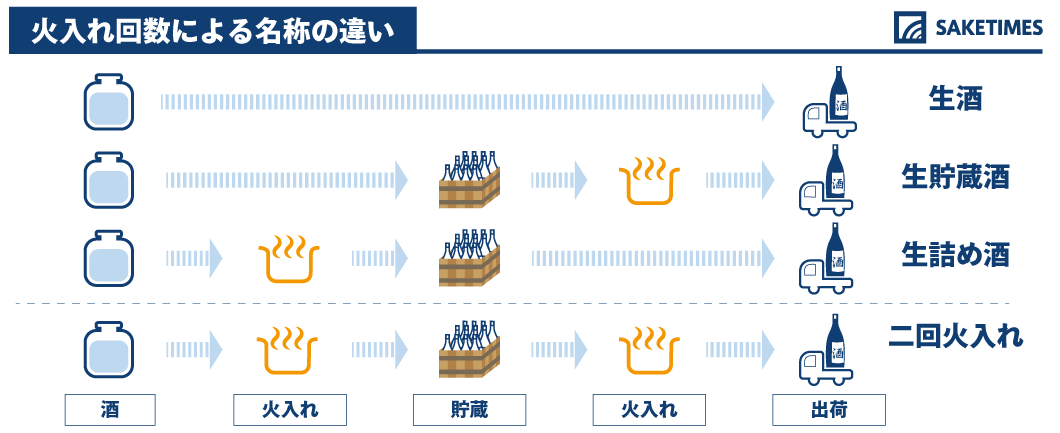
日本酒のラベルには、「生」と書かれたものがありますが、これは製造工程で行う「火入れ」という加熱殺菌のタイミングと回数の違いによるものです。
「火入れ(加熱処理)」は通常、貯蔵前と出荷前に行います。
「生酒(なまざけ)」は1度も火入れをせず、もろみを搾っただけの日本酒で、フレッシュな味わいです。
「生貯蔵酒」は出荷前に一度だけ火入れしているので、生の風味が残っています。
「生詰酒」は火入れを行ってから約半年ほど貯蔵・熟成したもので、「ひやおろし」「秋晴れ」「秋上がり」などとも呼ばれ、穏やかな香りやなめらかな口当たり、濃密な味わいが特徴です。
@SAKETIMES(https://jp.sake-times.com/)より引用
日本酒には他にもその特徴による種類があるので、いくつか調べてみました。
【生一本(きいっぽん)】
自社蔵の一つの製造場だけでつくられた純米酒。
【原酒】
一般の市販酒は、もろみを搾った後、水を加えてアルコール度数を調整します。
原酒は水を加えていないのでアルコール度数が18~20度と高く、濃醇な風味が特徴です。
【にごり酒】
もろみを目の粗い布で濾しただけの、白く濁っているお酒。
【滓酒(おりざけ)】
もろみを目の細かい布で濾したあと、タンクの底に沈殿した滓を含んだ、白く濁っているお酒。
【長期貯蔵酒】
日本酒は通常半年から1年熟成させますが、2年や3年、あるいは5年以上貯蔵させることで、甘い熟成香とまろやかな味わいとなったお酒です。
【樽酒】
樽で貯蔵し、木の香りを生かした酒。
樽の材料としては杉、特に吉野杉が重用されます。
【発泡酒】
炭酸ガスを含む、シャンパンのような口当たりのお酒。
アルコール度数は8 度ぐらいと低めです。
【貴醸酒】
仕込み水の一部または全部に酒を使ってつくる日本酒。
通常の日本酒に比べかなり糖度が高く、とろりと甘いのが特徴。
芳醇でコク深い味わいです。
手延べ素麺で言えば、「寒製」や「極細麺」「細麺」「中太麺」「太麺(ひやむぎ)」などの太さ違いや、「ばち」や「ふし」と言った副産物的な違いでしょうか。
また日本酒は、その香りや味わいにより4タイプに分けられることもあります。
【薫酒(くんしゅ)】
吟醸造りタイプの日本酒で、花のような香りと果実を思わせるフルーティな味わいが特徴。
よく冷やして飲むのがおすすめとのことです。
【熟酒(じゅくしゅ)】
熟成期間が長い古酒などで、とろりとまろやかな飲み口とスパイシーな香りが特徴。
【爽酒(そうしゅ)】
本醸造酒など、すっきりとした味わいで「辛口」とも言われる日本酒。
よく冷やして飲むのがおすすめだそうです。
【醇酒(じゅんしゅ)】
純米酒など、米本来のうまみや甘みが感じられる日本酒です。
常温で濃厚な味わいを楽しんだり、燗で芳醇な香りと甘さを楽しむのがおすすめとのこと。
手延べ素麺で言えば、「新物」や「古物(ひねもの)」などの違いでしょうか。

<参考サイト>
・日本酒にはどのような種類がある?日本酒の基本知識とあわせて解説!
https://haa.athuman.com/media/japanese/culture/1772/
・知っておきたい!日本酒の種類と違い
https://www.enoteca.co.jp/article/archives/20220722160356167/
・日本酒を知る 日本酒の分類
https://japansake.or.jp/sake/about-sake/classification-of-sake/
・リッチな甘みのデザート酒!「貴醸酒」の製法と味わいの特徴を学ぶ
https://sakestreet.com/ja/media/learn-kijoshu
④ 地酒の定義と、産地ごとの特徴
2021年現在、日本酒の蔵元数は1164場あります。
都道府県別では1位が新潟県、2位が長野県、3位が福島県。
生産量は1位が兵庫県、2位が京都府、3位が新潟県だそうです。
必ずしも、蔵元数と生産量は一致していないんですね。
日本酒の銘柄は1万以上あると言われています。
全国的に流通するメーカーの製品や日本酒の主生産地である兵庫県の灘や京都府の伏見以外でつくられる日本酒のことを、明確な定義が確立されているわけではありませんが一般的に「地酒」と言います。
江戸時代は、灘や伏見の酒が樽詰めされて全国に流通していました。
それ以外の地域でつくられた酒は「地酒」と呼ばれ、少し格の低いものとして扱われていたそうです。
地酒が全国的に認知されるようになったのは昭和の終わり頃で、地方への旅行が活発になり、地方の魅力が注目され、地酒などの特産品が脚光を浴びるようになりました。
各地域の蔵元がその土地の米や水でつくる地酒には、その土地の気候風土の影響を受け、それぞれに個性的な味わいがあります。
地域ごとの特徴を調べてみました。
【北海道】
寒冷な気候が酒づくりに適しています。
新鮮な海の幸と相性のよい淡麗辛口が特徴ですが、近年は濃厚で芳醇なお酒も人気があるそうです。
【東北】
日本有数の米どころで、酒造米の開発もさかん。
岩手県では、日本最大の杜氏集団である「南部杜氏」の技を受け継いだ製法で地酒がつくられており、米の旨みが凝縮された豊潤でコクのある味わいだそうです。
【関東】
他のエリアより蔵元は少ないながら、多くの水源や河川に恵まれており、高品質な日本酒がつくられています。
茨城・東京・千葉・神奈川は淡麗辛口、栃木・群馬・埼玉は淡麗甘口の傾向とのことです。
【中部】
米、気候、水といった条件が揃っている日本海側は、米どころ新潟を中心に、高級酒の生産量も多く、新鮮な魚介類に合う淡麗辛口が主流。
軽やかでなめらかな味わいを引き出す、ミネラル分の少ない軟水を使い、雪深い時期に仕込んでゆっくり発酵させます。
新潟は日本三大杜氏の1つ「越後杜氏」の発祥地としても有名です。
山間部である長野や山梨では、寒暖差と豊富な水を生かした酒づくりが行われています。
【近畿】
兵庫の灘、京都の伏見の二大産地や、酒づくり発祥の地とされる奈良を有するエリア。
兵庫県は「酒米の王様」と呼ばれる酒造好適米「山田錦」の産地でもあり、伊丹市・神戸市・尼崎市・西宮市・芦屋市の5市の“「伊丹諸白」と「灘の生一本」下り酒が生んだ銘醸地、伊丹と灘五郷”は日本遺産に認定されています。
伊丹は、江戸時代に初めて濁りのない清酒「伊丹諸白(もろはく)」がつくられたことから清酒発祥の地とされています。
良質な米とミネラル豊富な水、高度な酒づくりの技術でつくられる伊丹の酒はとりわけ珍重され、江戸で人気を博したそうです。
また、西宮市の今津郷・西宮郷から神戸市東灘区の魚崎郷・御影郷・灘区西郷へと続く「灘五郷」は日本最大の清酒酒造地帯で、灘五郷の酒は国内シェアの約25%を占めています。
江戸時代、酒の需要が高まると、消費地への海運に利点を持つ沿岸部の灘で酒づくりがさかんになりました。
六甲山の伏流水が酒づくりに適しており、また冬に吹く六甲おろしを利用して蒸米を短時間で冷ませたことも、生産量を増やすのに役立ったそうです。
灘の酒は力強い味わいで、「おとこ酒」とも呼ばれる豊潤辛口が特徴です。
京都府伏見は、良質な伏流水に恵まれていることに加え交通の要所でもあったことから、古くから酒づくりがさかんで、現在も数多くの酒蔵が立ち並びます。伏見の酒はまろやかで口当たりが良く「おんな酒」と呼ばれる濃淳甘口です。
大手酒造メーカー以外にも有名な地酒をつくる蔵がたくさんあります。
【中国】
灘・伏見と並ぶ酒どころとされる広島県西条市では、温和な気候風土のもと、口当たりの柔らかな甘口でふくよかな香りと旨みが調和した味わいの高品質な酒づくりが行われています。味の濃い食べ物との相性が良いそうです。
山口県には、国内外で人気の「獺祭(だっさい)」の蔵元があります。
【四国】
四万十川・吉野川などの伏流水を利用した酒づくりが行われています。酒豪が多いとして知られる高知では辛口が好まれ、瀬戸内海側では、白身魚を中心とした淡白な食文化に合う、口当たりが良くやわらかな甘口が好まれるそうです。
【九州・沖縄】
日本酒よりも焼酎文化が根付く地域ですが、九州北部は冬場の気温が低く、酒づくりに適した気候です。
福岡は「山田錦」の有数な産地でもあり、豊かな水源を利用して高品質な酒づくりが行われています。
泡盛が有名な沖縄は熱帯気候で日本酒づくりは難しいと言われますが、日本酒の蔵元が1軒だけあるそうです。
 ※写真は、JR上越線 越後湯沢駅にある「ぽんしゅ館」の一部
※写真は、JR上越線 越後湯沢駅にある「ぽんしゅ館」の一部
<参考サイト>
・図解■ 日本酒の酒蔵数、国内売上、輸出額【都道府県別】
https://www.alcholog.com/?p=3254
・日本酒と地酒は何が違う? 地酒の定義やたのしみ方
・地酒と日本酒ってどう違う? 地域ごとの特徴や楽しみ方も紹介
https://magazine.asahi-shuzo.co.jp/know/442
・日本酒の地域別の特徴を解説!地酒の楽しみ方もご紹介
https://www.sawanotsuru.co.jp/site/nihonshu-columm/knowledge/regional-characteristics/
・日本遺産ポータルサイト 「伊丹諸白」と「灘の生一本」下り酒が生んだ銘醸地、伊丹と灘五郷
https://japan-heritage.bunka.go.jp/ja/stories/story097/
・酒粕ピザや飲み比べも! 日本遺産認定 伊丹で日本酒文化を学び味わう旅。-兵庫テロワール旅-
https://www.hyogo-tourism.jp/review/253
・灘の酒【歴史・風土編】:日本酒生産量トップを独走する兵庫が誇る酒どころ
https://www.nippon.com/ja/guide-to-japan/gu900138/
⑤ 日本酒の製法、その特徴は「並行複発酵」
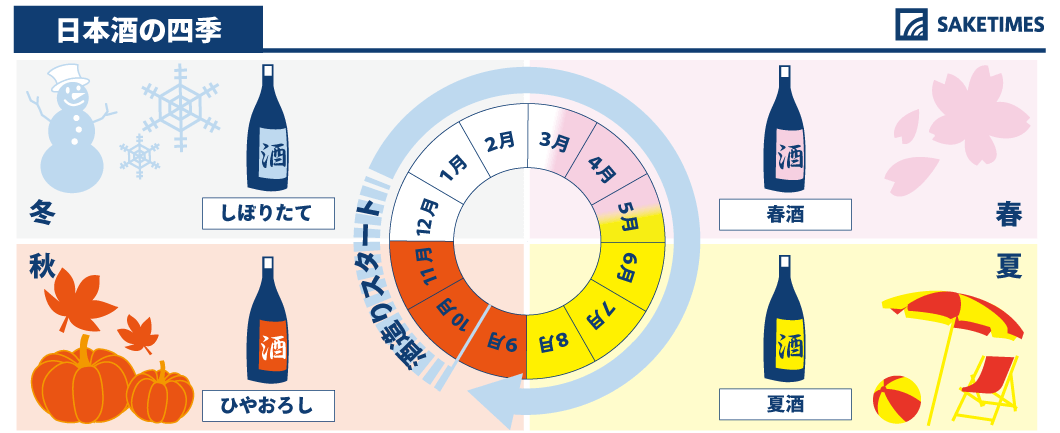
「日本酒は冬につくられるもの」というイメージをお持ちの方も多いと思います。
1年で最も寒い12月から2月頃に酒をつくることを「寒づくり」と言います。
秋に収穫した米を使い、温度管理がしやすく菌が繁殖しにくいことから多くの酒蔵が寒づくりを行っています。
昔は、日本酒は年間を通じてつくられていました。
四季によって大きく変わる日本の気候に応じて、季節に応じた製造技術が編み出され、旧7月・8月につくられた「菩提酒」、旧7月から9月の「新酒」、旧10月頃の「間酒」、旧11月・12月の「寒前酒」、旧11月から1月末の「寒酒」、旧2月から3月の「春酒」といった名称も生まれたそうです。
江戸時代中頃になると貯蔵技術が進み、多くの酒蔵が、酒をつくりやすく質も安定しやすい冬季の醸造を採用しました。
冬場は農民の手が空き労働力が確保しやすいこと、1673年に米の凶作による酒造統制の一環として寒づくり以外の醸造が禁止されたことなどにより広まったと考えられています。
寒い冬につくられたものが美味しい、農閑期の副業としてつくられる、などの点は、素麺づくりに通じるものがあるように思います。
日本酒は、米や水といった原料を酵母によりアルコール発酵させてつくられます。
その工程はとても複雑なものです。
ビールやワインなど他の醸造酒との大きな違いは、もろみが糖をアルコールに変えるアルコール発酵と同時に、でんぷんを糖に分解する糖化が行われる「並行複発酵」で、これは高度な技術や経験、知識が必要とされる醸造法です。
酒づくりの工程の中で重要なものを表す「一麹(いちこうじ)二酛(にもと)三造り(さんつくり)」という言葉があるそうです。
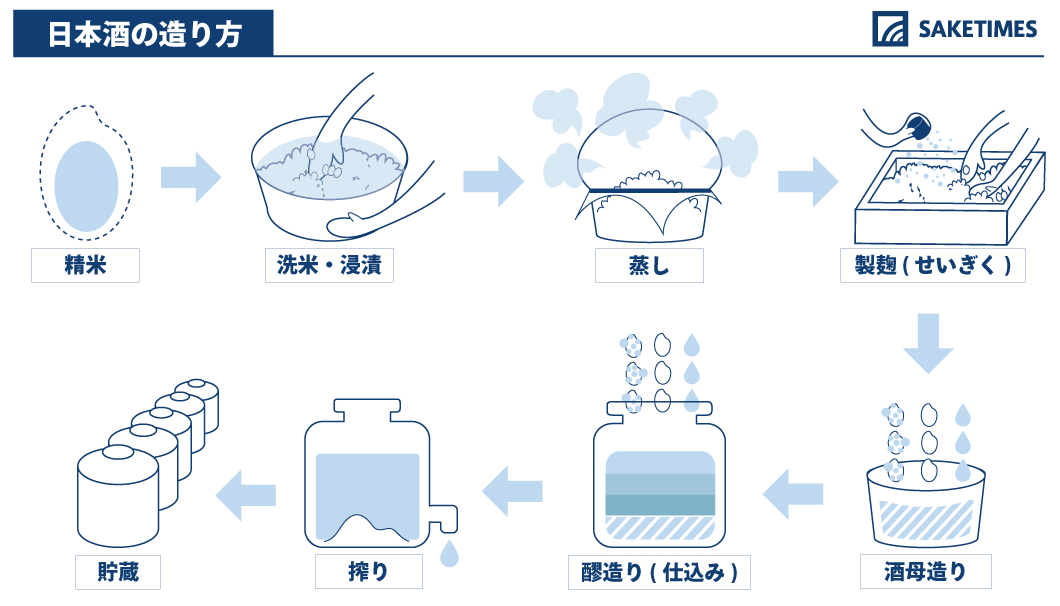
約60日間かけて行われる全16工程の具体的な内容について調べてみました。
【①精米(原料処理)】
酒米の表層に含まれる脂質やタンパク質は雑味の原因となるため、食用米よりも多く表面を削ります。削り取る割合は、日本酒の種類により異なります。例えば精米歩合40%にするためには、約48時間もの時間を要するそうです。
【②枯らし】
冷暗所で2〜3週間ほど保管することで、精米後の米の温度を下げ、米の内部の水分を均一化します。
【③洗米】
米の表面の糠(ぬか)や米くずを洗い落とします。
洗米時に酒米は1〜2%消耗するため、磨かれた割合が高い米ほど細心の注意が必要とのことです。
【④浸漬】
酒米に水を吸わせ、蒸しの際に必要な水分を米に吸収させて糖化させやすくします。
浸漬の時間は、米を削る割合や品種、水の温度、天気、気温、湿度などにより異なります。
過剰な吸水を防ぐため、秒単位で計測しながら浸漬を行う蔵もあるそうです。
【⑤蒸米】
水をしっかりと切り酒米を熱い蒸気で蒸して、酒づくりに適した水分量に調整していきます。
こうじ菌が内までしっかり入り込むよう、外側が硬く、内側が軟らかい状態を目指します。
蒸米はこうじ用と仕込み用に分けられます。
蒸米の出来ばえは、製麹やもろみ仕込みに大きな影響を及ぼすため、特に細心の注意が必要だそうです。
蒸し後は、蒸米の温度を下げる放冷を行います。
【⑥製麹(せいきく)】
「一麹、二酛、三造り」の「一麹」にあたる工程。
こうじ菌を蒸米に繁殖させることと、酵母に対する栄養源の供給、こうじ由来の香味成分の生成区を目的として行われる製麹は、日本酒の品質に最も影響するとても重要な工程です。
こうじづくりは、室温30℃〜38℃前後、湿度60〜70%に保持された「麹室(こうじむろ)」と呼ばれる部屋で、下記の手順で行われます。
「引き込み」床(大きなテーブル)に布を敷き、蒸米を広げて温度を均一にする
「種付け」蒸米にこうじ菌の胞子をふりかける
「床もみ」蒸米の一粒一粒に均等にこうじ菌が付くように混ぜ、再び蒸米を積み上げて布で包む
「切り返し」蒸米のかたまりをほぐし、バラバラにする
「盛り」数時間後、蒸米を一定量ずつ木箱などに入れる
【⑦酒母(しゅぼ)づくり】
「一麹、二酛、三造り」の「二酛」にあたる工程。
アルコール発酵に欠かせない酵母を大量に培養します。
近代的な成法である乳酸添加法(速醸系酒母)でつくる場合は、小型タンクにこうじ・蒸米・水・酵母・乳酸を入れ、櫂棒(かいぼう)で均一になるようにかき混ぜ「酒母」をつくります。
タンクは厳重な温度管理のもと、蓋をせず開けた状態で約2週間かけ酵母を培養します。
速醸系に対して、昔ながらの製法である生酛系の場合は、空気中に漂う乳酸菌を取り込み、繁殖させて増やします。
非常に時間がかかるため、蒸米を糖化しやすいようすりつぶしていました。
これは「山卸し」と呼ばれるとても大変な作業でしたが、明治時代、酒造技術の進化とともに、多くの蔵元が山卸し作業を廃止するようになり、これを略して「山廃」と呼ぶようになりました。
現在、日本酒のおよそ90%が速醸系で、残る10%が生酛系です。
その内訳は山廃仕込みが8%、生酛仕込みが2%とのことです。
【⑧もろみ仕込み】
酒母に、こうじ・蒸米・水を徐々に加え発酵させて、アルコール発酵を行うためのもろみをつくります。
必要な原料を「添(そえ)」「仲(なか)」「留(とめ)」の3回に分けて仕込むことから、「3段仕込み」と呼ばれます。
3段階に分けるのは、酒母にある乳酸が急激に薄まらないよう分けて仕込むことで、酵母数や酸、アルコールが雑菌に汚染されるのを防ぐためだそうです。
「添仕込み(1~2日め)」
酒母に、こうじ・蒸米・水を加えてかき混ぜ、もろみの温度が均一になるようにします。
約12℃の低温発酵で、泡や香味の状態を観察できるよう小さなタンクで仕込みます。
2日めは仕込み作業はせず、温度管理しながら酵母の増殖を待ちます。
「仲仕込み(3日め)」
「添仕込み」の2倍の量のこうじ・蒸米・水を加え、大きなタンクにもろみを移し、徐々に温度を下げて約8℃にします。
「留仕込み(4日め)」
「仲仕込み」のさらに2倍の量のこうじ・蒸米・水を加えます。約6℃で管理します。
この後、約3週間〜5週間かけて発酵を進ませ、もろみを完成させます。
大きなタンク内では並行複発酵が進んでおり、発酵により温度が徐々に上がるため、櫂棒で均一に混ぜながら温度調節していきます。
【⑨搾り(上槽)】
アルコール発酵が終了したもろみを搾り、原酒と酒粕に分けます。
搾りは「槽搾り」、「袋搾り」、「にごり酒」などいくつかの種類に分かれます。
さらに抽出する部分によって、「あらばしり」、「中取り」、「せめ」など異なる商品として出荷されることもあるそうです。
搾り後は、「滓(おり)」と呼ばれる細かな米粒やこうじなどの固形物が残っており、これをタンクに沈殿させる「滓引き」を行います。
この際、滓を少し混ぜて少し濃厚でしっかりした味の「おりがらみ」と呼ばれる商品に仕上げることもあります。
@SAKETIMES(https://jp.sake-times.com/)より引用
【⑩ろ過】
搾った原酒の中の残存物を取り除きます。
ろ過しないものは「にごり酒」となります。
【⑪火入れ】
60~65℃程度の低温で加熱し殺菌します。
品質劣化の原因である、糖化酵素や火落ち菌などの微生物を殺菌・除去すると同時に、酵素の働きを止めて酒質の劣化を防ぎます。
【⑫貯蔵(熟成)】
火入れした日本酒を酒造タンクで熟成させます。
アルコールと水の分子が融合してまろやかな酒質になります。
熟成期は数週間から、長い場合は1年かかるものもあります。
お酒の種類によりマイナス5℃〜25℃の範囲で厳格に温度管理し、お酒の味わいを調整していきます。
熟成期間を置かずすぐに出荷されるものは「新種」、「しぼりたて」、冬場につくって春に搾り、夏まで熟成させて秋に出荷するものは「ひやおろし」と呼ばれます。
素麺でも季節に合わせて呼び名を考えてみるって、いいんじゃないでしょうか。
@SAKETIMES(https://jp.sake-times.com/)より引用
【⑬調合】
タンクごとに異なる酒質を一定化するための調合を行います。
蔵によっては、製造年ごとにブレンドすることもあるそうです。
【⑭割水】
調合後に仕込み水を加え、アルコール度数と香味のバランス調整を行います。
【⑮ろ過(2回目)】
割水後に脱色や香味の調整のため、ろ過をすることがあります。
【⑯火入れ(2回目)と瓶詰め】
多くの場合、お酒の酒質を安定させ、保存性を高めるため、瓶詰めの直前に2回目の火入れを行います。
ところで、皆さんは酒蔵さんの入口にある「杉玉」の意味をご存じでしょうか?
私は、知りませんでした(汗)
杉玉は2月~3月ごろに飾られ始められるそうで、「今年も新酒ができましたよ!」という目印なのだそうです。
元々、杉玉を飾り始めたのは奈良県にあるお酒の神様を祭る大神神社(おおみわじんじゃ)の文化だったそうです。
大神神社では、毎年11月14日になると「おいしいお酒ができるように」という願いを込めて杉玉を飾ったのが由来だそうで、その風習が江戸時代の初期頃から全国の酒蔵に広がり、今ではさまざまな場所で杉玉が見られるようになったとのことです。
なんと!素麺の発祥の地と言われる「大神神社」は杉玉の発祥の地でもあるんですね。
ご縁を感じずにはいられません。

<参考サイト>
・寒造りの確立と杜氏の発生 勘と経験を駆使した技能集団による酒造り(江戸時代)
https://www.gekkeikan.co.jp/enjoy/industry/history/history05.html
・寒造り 【かんづくり】
https://www.kuramotokai.com/glossary/word/%E5%AF%92%E9%80%A0%E3%82%8A
・日本酒を知る 日本酒の製造工程
https://japansake.or.jp/sake/about-sake/sake-brewing-processes/
・日本酒造りの60日間を分解 味の違いはどこで生まれる?
https://sakura-wks.com/blog/how-to-make-sake/
・日本酒の作り方を解説 製造工程をわかりやすく説明
https://www.sakesen.com/blog/how-to-make-sake/
・日本酒の山廃仕込みと生酛づくりをわかりやすく解説|生酛、山廃酛、速醸酛までを説明
https://www.sakesen.com/blog/making-raw-sardines/
⑥ 風味や香りの決め手!酵母の種類
日本酒づくりに使われる「清酒酵母」は、生物学上は「サッカロマイセスセレビシエ」という名称の、大きさ5~10ミクロンの微生物で、清酒もろみ1グラム中に1~2億個ほど存在し、アルコール発酵しているそうです。
酵母にも色々な種類があり、日本酒の風味を決めるのは米よりも酵母と言われることもあるほど、重要な役割を果たしています。
明治以前は、種菌を使わず、空気中や道具に付着している「蔵付き酵母」により自然発酵するのを待つ製法のため、その蔵独自の風味を生み出す一方でお酒の質が安定しないといった問題も多くありました。
こうした課題を解決するためにできたのが「きょうかい酵母」です。
全国の優秀な酵母を科学的に培養し、日本醸造協会(当時の醸造協会)から全国の蔵元へと頒布することにより、各地で安定した質の清酒が醸造されるようになったそうです。
きょうかい酵母の名前には基本的に「6号酵母」「7号酵母」のように連番が付けられています。
また、もろみの表面に炭酸ガスによる泡が形成される性質を持たない「泡なし酵母」が開発され、その名前には「01」が付けられています。
きょうかい酵母の代表的なものは、下記のとおりです。
【1~5号酵母】
明治~大正時代にかけて販売されていた酵母。
【6号酵母】
発酵力が強く香りはやや低い。端麗な酒質に向く味わい。現在、日本醸造協会から頒布される中で最も古い酵母。
【7号酵母】
発酵力が強く香りは華やかで、普通酒から吟醸系の清酒まで幅広く使うことができ、現在最も広く使用される酵母。
【9号酵母】
「熊本酵母」とも呼ばれる、酸が低く香りが華やかで吟醸系の清酒に向く酵母。
【1801号酵母】
非常に華やかな香りで、ムレ香という不快な香りの原因となる成分量が少ないため、近年では鑑評会出品酒にもよく使われる酵母。
【赤色清酒酵母】
赤色に発色するため、ピンク色の濁り酒をつくるのに使われる酵母。
また各都道府県が設置する試験研究機関でも、独自に酵母の開発や培養、頒布を行っているそうです。
代表的なものを調べてみました。
【AK-1】(秋田県)
1991年の全国新酒鑑評会で、秋田県から25蔵の金賞受賞数を出すのに貢献した酵母。のちに「きょうかい1501酵母」としても登録。
【HD-1】(静岡県)
1986年の全国新酒鑑評会で、静岡県から17蔵が入賞(うち10蔵が金賞)を取得するのに貢献した酵母。
【長野C酵母(アルプス酵母)】(長野県)
1997年の全国新酒鑑評会で、長野県が都道府県1位の金賞受賞数を出すのに貢献した酵母。
【EK-1】(愛媛県)
2002年の全国新酒鑑評会で、愛媛県から13蔵が入賞(うち11蔵が金賞)を取得するのに貢献した酵母。
これらのほかにも、東京農業大学の「花酵母」など研究機関が開発した酵母や、酒造会社が独自に開発した自社酵母など、多種多様な酵母があります。
<参考サイト>
・熊本酵母の誕生。酔って楽しむお酒から、味わうお酒へ
https://kumamoto-sake.com/material/yeast.html
・新・酵母のはなし
https://www.jozo.or.jp/yeast/story/
・実は味の決め手?日本酒造りに使われる「酵母」を学ぶ
https://sakestreet.com/ja/media/learn-yeast-for-sake-1
・No.6 ナンバーシックス
http://www.aramasa.jp/collection/no.6.html
・酵母によって日本酒の香りが変わる!酵母の働きや種類を紹介
https://chibasake.com/blogs/topics/5243
・日本酒造りにおける「酵母」のはたらきとは?酵母の役割と種類について
https://www.sawanotsuru.co.jp/site/nihonshu-columm/knowledge/nihonshu-yeast/
⑦ 伝統製法を守りつつ数値管理で生産を拡大した「獺祭」
国内外にその名を知られる地酒に「獺祭」があります。
その生産量は30年前の約70倍にも達するとのことで、その蔵元「旭酒造」を擁する山口県は、2021年の日本酒輸出額が都道府県別で1位となっています。
大量生産する大規模な酒造メーカーがつくる日本酒は、機械化により味が落ちるのではないかと思う人もいるかもしれませんが、旭酒造は伝統を守りながら質を落とさず生産量を増やす、独自のビジネスモデルを築いていることでも注目されているそうなので、調べてみました。
旭酒造では1年365日酒をつくり続ける「四季醸造」を行っています。
2015年に建設された12階建ての本社蔵と、第二蔵を併せて540万リットルの酒を、160人の蔵人でつくっているとのことで、これは同規模を製造する企業平均の3倍以上に当たる人数だそうです。
原料処理の最初の工程である洗米やこうじづくりなど、重要な工程は徹底した手作業にこだわっています。
品質を管理するために、約350本ある仕込みタンクすべてのもろみのデータ分析を毎日行っているとのこと。
酒づくりのプロセスをデータ化した数値管理により、味わいにブレがなくなり、ノウハウが蔵人全員にまんべんなく蓄積するため、杜氏の経験や勘に頼ることのない再現性の高い生産が可能となっているそうです。
作業時間は午前8時半から午後5時半までと、一般的な会社員のようなスケジュールです。
うまくいかなかった部分は原因を分析し、次の仕込みに活かす、というPDCAサイクルを回す酒づくりを行っているため、品質が安定するとのことです。
2023年3月、旭酒造はアメリカ・ニューヨーク郊外に酒蔵を建て、日本と同様手作業にこだわった製法で純米大吟醸の製造を始めたそうです。
石井製麺所とは全く規模も業種も異なりますが、1年間を通じて製造・販売できるビジネスモデルの構築は大変勉強になります。
いつか、旭酒造様にも見学へ行ってみたいと考えています。

<参考サイト>
・3倍以上の人手で実現する『獺祭』の品質と製造量 – 山口県・旭酒造(獺祭)
https://sakestreet.com/ja/media/sakagura-asahi-shuzo-yamaguchi
・「獺祭」を日本一にした”掟破り”PDCAの秘密
https://toyokeizai.net/articles/-/176256
・勘に頼らず「数値管理」で生産拡大した獺祭 成功した酒蔵の経営戦略
https://smbiz.asahi.com/article/13777316
・【獺祭の米国製造】優秀なスタッフを送り込んだうえに、なぜ会長まで行くのか?
https://diamond.jp/articles/-/327144
⑧ 《石井製麺所の取り組み》OEM手延べ麺 編
『OEMとは、メーカーが他企業の依頼を受けて製品を代わりに製造すること、またはその業務を行う企業を指す言葉』です。
自社で独自製法による「しょうどしま長命草素麺」を開発・販売して以降、その製法のおかげもあり様々な食材を練り込んだ自社製品を開発してきました。
現在では、島内外のお会社様や農家さんなど、実に19種類の手延べ麺をつくってきました。
北は北海道から、南は沖縄まで、大きな販売店様の自社ブランド素麺や自社で扱う原料を練り込んだものや、こだわりの小麦を使用した素麺の製造など幅広いご依頼をいただくようになりました。
もちろん、開発段階のものやサンプル製造などを含めるともっとたくさんのご依頼をいただいていることになります。
石井製麺所では、「健康によりそうめん」として、天然由来の素材や食材を中心に練り込み系の手延べ麺開発を受けています。
着色料や保存料などは一切使用しない、食材の栄養価はもちろん、美味しさを活かした手延べ麺をご提供しています。
試作の時には、ハタにかけた麺が「ブチブチッ」と切れることや、こびきの段階で上手く伸びないものなど、原因究明や改善点の追求で夜も眠れない日が続いたりもしました。
それでも、満足のいく品質のものができ、お客様からお喜びの言葉をいただくとそれまでの苦労も報われるような気がします。
現在では、様々な産地の食材を活かした手延べ麺で地域の盛り上がりに寄与できるものやご依頼いただくお会社様のブランドを代表するような手延べ麺を開発したいと考えています。
家族経営での製造ですので、大きなロットは難しいですが、逆に言えば小ロットで製造・販売したいお会社様にとっては、お使いいただきやすい規模だと考えています。
こだわり食材を練り込んだ手延べ麺をご検討のお会社様があれば、お気軽にお問い合わせください。
もちろん、白い素麺の製造も自信を持っておりますので、自社でお持ちのこだわりの小麦粉や原料などございましたら、遠慮なくご相談ください。
少量のサンプルづくりから、お手伝いさせていただきます。
《石井製麺所公式ホームページ》 https://141seimen.com/business/
《石井製麺所オンラインショップ》 https://141seimen.thebase.in/
『お!いしい けんぶんろく』について
本ブログでは、色々な産地を調べたり、食べ方を探求したり、将来的には実際に産地に行って交流を深めたり…そんなことができれば良いなと考えています。まずは勉強からと言うことで、小豆島もそのひとつですが、日本の素麺や麺類について調べながら、様々な素麺の情報を発信できれば良いなと考えています。もし、間違いなどあれば、ご指摘ください。たくさんの方の“素麺のデータベース”になればと考えています。
色々な情報を紐解きながら…なので、間違いや勘違い、伝承だと色々な解釈があったりすると思いますので、優しい気持ちで見守っていただき、一緒に学べる場にできれば幸いです。
